您当前所在位置:首页>硬齿面减速机检修时的瓦解
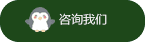
硬齿面减速机检修时的瓦解
发布时间:2019-09-28 点击次数:次
硬齿面减速机检修时的瓦解硬齿面减速机检修时的瓦解:1、拆装各位置保护罩,电动机、制动系统拆卸线,留意拆卸线时搞好标记,做为回装时参照根据。
2、拆装减速器髙速轴连轴器柱销,解除低速档轴齿型连轴器,并将两截连轴器向两边移走。拆装减速器高、低速档轴连轴器前,务必用扁铲或样冲搞好相对性部位标记,做为连轴器回装相对性部位的根据。
3、拆装电动机地脚螺丝,并吊下电动机。拆装电动机地脚螺丝时,纪录好初始地坐垫片薄厚及部位,做为找正时的根据。松掉制动系统地脚螺丝,拆下来制动系统调节滚珠丝杠,瓦解制动系统,将制动系统拆下来。拆下来减速器逆止器,放到特定部位,防止磕磕碰碰。
4、将减速器上、下融合面搞好相对性部位标记,拆装减速器上下左右盖融合面拧紧地脚螺栓,拆换毁坏的地脚螺栓,拆装定位销。查验地脚螺栓有没有残缺不全、损裂,将螺丝帽旋到挤出机螺杆上妥当储存。
5、将各轴承端盖做好装配线标识,拆装轴承端盖拧紧地脚螺栓,取出轴承端盖,用外径千分尺精确测量轴承端盖石棉垫片的薄厚及数量,搞好实验原始记录。基本查验轴承端盖,直口内孔无损坏,无裂纹。
6、将顶盖顶起前先要查验,有无漏拆的螺钉和其他异常情况(用顶丝将顶盖顶起,将其吊至提前准备好的垫块上,起重机实际操作持证)。需注意:请将传动齿轮初始齿合部位搞好标记,回装时依照原顺序齿合

您可能对此也感兴趣















相关阅读